The stakes are high for manufacturers producing automotive parts. Automobile drivers and passengers rely on weld quality to hold up under the conditions for which it was designed. One uncaught mistake during the fabrication process could leave a business vulnerable or worse, especially when the part in question is “safety critical” to an assembly.
Automotive seats, for example, are in direct contact with passengers; therefore, the seat welds are considered safety critical. This classification dictates a particular protocol prior to production. Although OEM requirements vary, they tend to be consistent with industry practice and are implemented with minor differences depending on the part, plant and industrial equipment being used. Here are the basic elements of a protocol:
Pre-Production Protocol
- Setting Parameters - Establishing weld parameters and verifying their acceptability. This can be done by cutting and etching weld sections to verify weld penetration (15-20%).
- Release Process - A set process to release or approve production once the above has been verified.
- Change Management - Changes of essential variables beyond certain limits require re-validation via cut and etch testing.
- Quality Assurance - Random parts may be selected from production for cut and etch at a frequency dictated by OEM.
Robotic welding has helped improve part quality immensely by always placing welds in the same location with programmed weld parameters. Adherence to the above procedures helps produce a quality welded product. Automotive OEMs have been focusing on safety critical welds, and it has resulted in review of some key elements:
Production Protocol
- Security - Verify that qualified personnel have access to equipment and that changes are not being made to negatively affect quality.
- Arc Monitoring - Implementation of an arc monitoring system can help to verify the process is in control and may allow the frequency of destructive testing to be reduced. Arc monitoring verifies that welding parameters meet established limits. Welds outside the limits are flagged for further inspection.
- Traceability - Track changes and weld results, and maintain the ability to log the date, time and serial number where part changes have occurred.
At Yaskawa Motoman, we take the time to learn about our customers’ manufacturing and traceability requirements. Over the years, we have developed several software and I/O enhancements to our controllers that enable manufacturers to perform reliable, traceable weld inspections.
Security Functions
Password Function
The standard security system of a various level global password is convenient for multiple technicians to maintain multiple robot cells within a plant. However, global passwords risk being shared among plant personnel, with no control of what is being changed and by whom.
The Password Function of Yaskawa's DX controller creates a database of users with passwords and security level clearances. Users must login to operate the robot; the logging function will record the user name and the changes made.
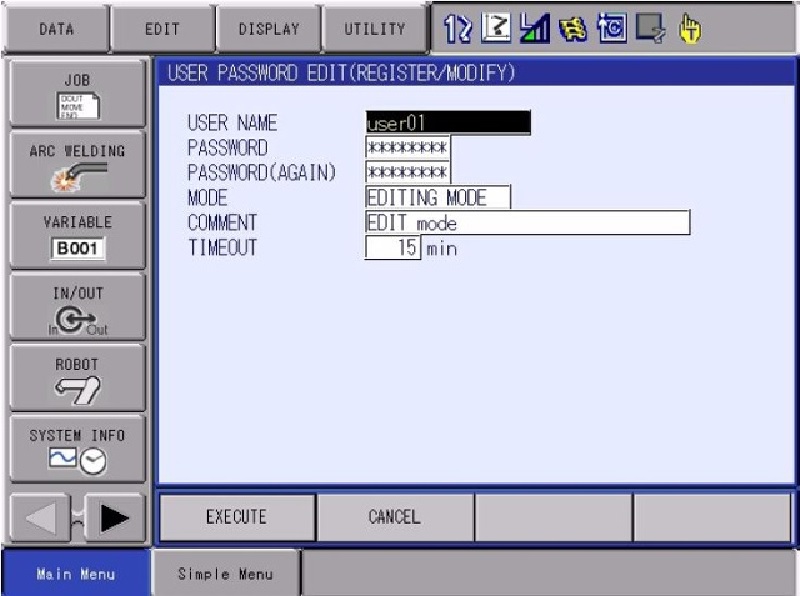
Software has been added to the DX200 controller to allow remote password control by PLC. Controls engineers can implement logic to use plant/cell based controls to remotely administer users and logins based on their in-house employee badges or security system.
Security Levels
- Operation Level - By default, this base level allows anyone to move or step through a program but not change any points or weld settings.
- Edit Level - Allows the user to make programs and change weld settings, but does not allow access to parameters or higher level data.
- Management Mode - Provides full access to parameters and maintenance functions.
- Safety Level - Allows access to set-up and administer the control reliable software limits and safety logic implemented in DX controllers (Functional Safety Unit – FSU).
What these levels permit users to do and access is defined by the system. The level to which management controls access will vary by plant location.
Logging Function
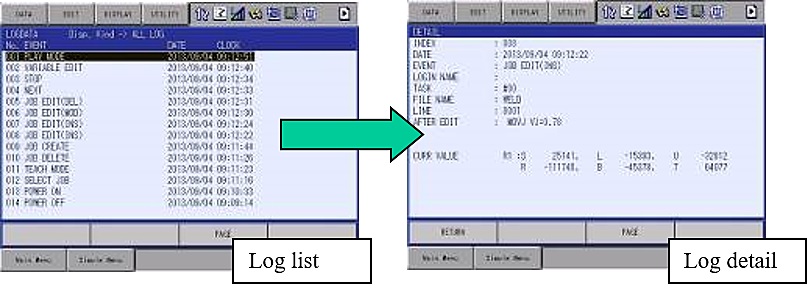
Many newer robot controllers come with a standard logging function that keeps track of changes that are made to the system by date and time. For example, a day shift operator can view if someone from the night shift made a change. The robot maintains a local file of the last series of changes, so a routine saving of data can keep an historical log of user activity. The robot can also use Password Security, requiring users to login to make changes. User names are also noted when changes are made.
Safety Re-Teach Edit Function
Operation Level does not permit users to change program points, but some companies will allow operators or first level technicians to make minor changes for part variation. Safety Re-Teach allows Operation Level users to modify programmed points within a 3D range defined by Management Mode. This is normally set to a few millimeters, and a manager can limit the amount of angle change for the torch or external axis. Operation Level users cannot change weld parameters, so essential weld variables are not changed. This avoids repetitive destructive testing. Safety Re-Teach can be enabled by parameter in Management Mode on any DX controller.

Arc Monitoring
As a robot supplier that integrates welding systems and builds on a joint venture history with a weld company, Yaskawa Motoman has comprehensive experience with arc monitoring. We have designed our welding interfaces to support arc monitoring capability that power source manufacturers may have integrated.
The integrated features of Miller Insight Centerpoint™ and Lincoln Electric Production Monitoring™ are accessible from the robot teach pendant. WeldCube, from Fronius, communicates directly with the power source(s). Yaskawa and Fronius are working to have the monitor result reported in the welder status bits.

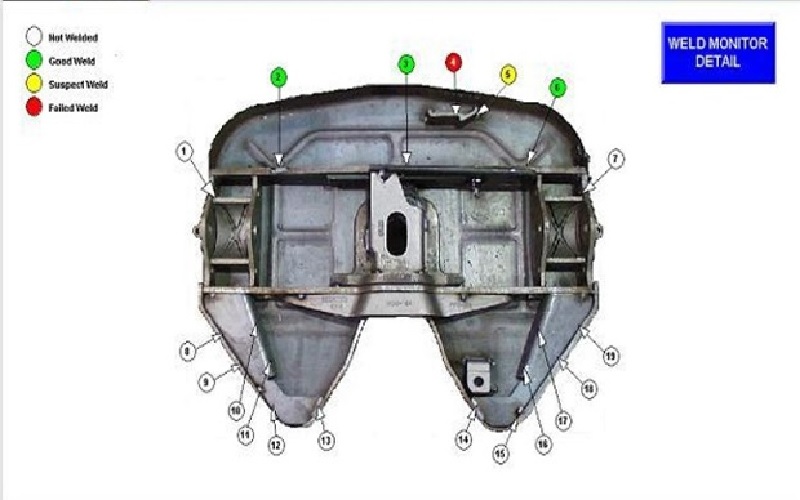
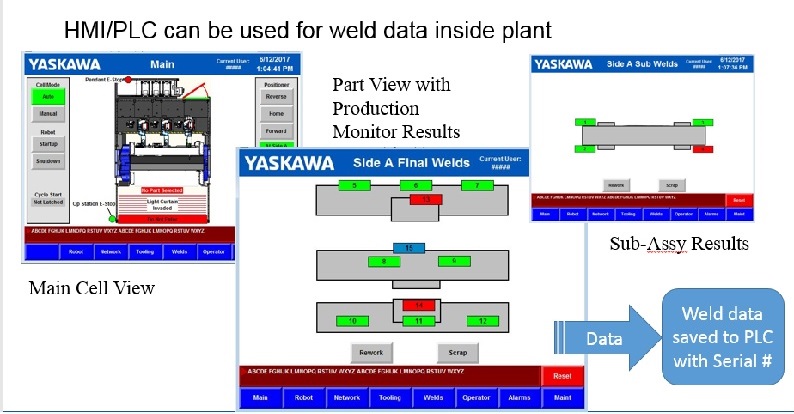
The challenge to meet the "safety critical" mandates also entails clearly presenting weld results from power source arc monitoring into a useful format. The best format is to highlight monitor results on a part diagram on a robot cell HMI. That way, weld station operators can easily spot irregularities and quickly react. The operators need to visually inspect the system-flagged welds, with out-of-range monitor results, to judge whether the welds are conforming or non-conforming.
While the robot controller can report the status of the arc monitor locally on an HMI, the power source manufacturers also offer software designed to report arc monitor results remotely, via a personal computer or cloud-based software.
Miller Insight Centerpoint

Traceability
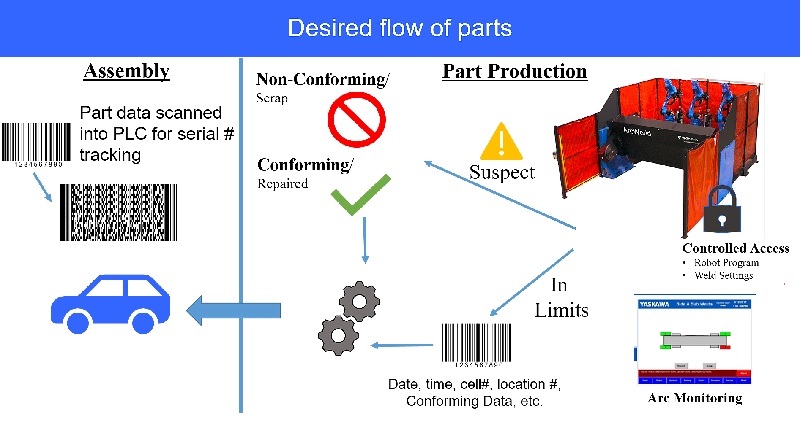
Automotive OEMs are not just asking their suppliers to make good parts, they are asking them to implement quality systems to provide “traceability” that will associate a part’s weld results with its serial number. The goal is to be able to trace back to a point in production when parts were known to be conforming if a non-conforming part is detected.
To help manufacturers meet traceability, the arc monitoring data from the welding power source and robot controller, plus any part-specific data that needs to be accessed remotely and ultimately logged in the PLC, must be captured and associated with the part serial number. How to harmonize this mashup of data – and the difficulty in doing so – depends on what a manufacturer is able to integrate out of the box, without compromising internal security protocols.
String Variables
One trick is to use a string variable creation function from the robot controller to create unique identifiers as a tracing mechanism. There is a mix of variables used for storing numbers or even positions, and these variables differ based on format and number of digits. String variables can be a combination of characters or numbers up to 32 characters long. These can be called to display a message on the pendant or for other uses.
In the case of automotive production, we have used these to contain serial number information for the particular part being produced. Controls engineers can use ethernet communication to "read" the values from a PLC or barcode reader and we can pass them to other devices.
Concurrent I/O
Yaskawa Motoman uses Concurrent I/O (CIO) to perform programmable logic control and communicate data between the robot and power source. While used for weld settings, it can also be used to pass arc monitoring results between the power source and robot. For traceability, we have used it to concatenate the weld results for each weld location and send it, with the part serial number, to the plant PLC for a part record. We also take the part serial number and send it to a pin stamper that engraves the serial number on parts that pass the weld monitor.
Recently, we delivered a system that will take weld inspection data from Lincoln Electric Production Monitor and present it to the operator in a graphic representation of the part. It will highlight, in green or red, the monitor results at each weld location – based on being within or outside of limits. CheckPoint™ monitoring (an external software) is designed to store data in the Cloud. The CIO allowed immediate access to the Production Monitor results so it could be presented to the operator while the part was being produced.
Implementation
The handling of weld monitoring data should consider production control, along with the historical logging and traceability requirements. The data being captured along the way is used differently across the organization, and those needs should be considered for every role at every step.
While the use of weld monitoring data should make it simple for operators on the floor to verify part quality, historical data can be used by supervisory personnel to administer quality plans and troubleshoot difficulties. Security features make it nearly impossible to stray from established protocols and parameters, and arc monitoring delivers real-time, graphic indications of welds that need further inspection.
With the PLC as the ultimate destination, part-specific weld data is logged, stored and traceable. It may take a considerable amount of upfront work to get to full data harmonization; however, the results are confident customers and improved quality that can also help secure the future of your operation.