Since the revolutionary launch of welding robots over 40 years ago, innovation and process improvements have continued to permeate product development focused on customer needs. In the past, it was easy to program a robot to turn an arc on and weld a simple yet short seam with many different types of metal joints. However, not all components are created equal.
Over time, the need arose for smarter machines capable of delivering greater efficiency, fewer errors, less rework and lower cycle times. As a result, weld processes and robots have greatly improved, and manufacturing industries are deploying industrial robots at an exponential rate to reduce operational costs and increase profit margins.
The competitive nature of the industrial landscape continues to demand advancements in technology. For welding, this newfound intelligence is most commonly achieved through a variety of sensor technologies that have taken welding automation to a new height.
Different Types of Sensors
Sensors, like robots, come in a variety of shapes, sizes and prices. Similarly, sensors do no good on their own and require intuitive software to function. When a sensor is linked with good software and a robot is combined with good programming, automation is achievable. The following insight will help robot users explore a variety of sensors to gain an understanding of what may be feasible with their new or existing welding workcell.
Sensors that are used specifically for welding robot applications, typically fall into four categories: touch, through-arc, laser and vision. Likewise, they have three primary functions: seam finding, seam tracking, and/or part scanning, which can also be used for inspection.
Each function has unique advantages depending on part and ultimately the end goal, which often relies heavily on the budget established. Most of these technologies can be mixed and matched, where use is not redundant, and the understanding of these sensor technologies – in order of cost and complexity (starting with low-cost, simple solutions) – is often helpful for robot users looking to improve operations.
Through-Wire Touch Sense
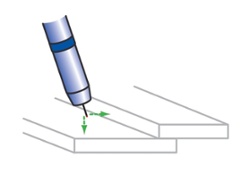
Touch sense, sometimes referred to as “wire touch”, is the physical touch of a weld wire from the end of the torch to detect the conductive surface of a part about to be welded. The system uses a low voltage circuit during a low speed search to detect the weld joint. Although there is no hardware mounted on the robot, a wire cutter and wire brake for consistent and accurate sensing is required.
Touch sense can be completed through built-in features on a welding power supply designed for automation, but it has been proven to have the best speed and accuracy with a separate dedicated circuit, like the Yaskawa branded Touch Sense package. This process is slower than laser technologies as one must wait for the robot to physically move to the detection location, and then slowly approach the spot for best accuracy (up to 120 inches per minute).
BEST FOR: Finding orientation of parts with simple joints and geometries
NOT RECOMMENDED FOR: Thin materials less than 3/16” with small joint thickness; Square butt joints; High-demand cycle times
COMPLEXITY: Low; Built-in pendant commands
COST: Low
Through-Arc Seam Tracking
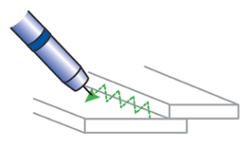
Innovative technology, like Yaskawa’s ComArcthrough-the-arc seam tracker, uses a solid-state sensor mounted near the welding power supply to actively measure arc characteristics during a weld to determine variations between the robot’s taught path and the actual seam path. The function applies minor corrections to amend the programmed path to follow the physical seam during welding. Welding speed is regulated to a moderate 50 inches per minute. Return on investment (ROI) with this technology is generally much lower than modifying and reengineering parts and fixture tooling in such a way that it eliminates all potential seam variation.
BEST FOR: Parts with long or curved seams with some variation from part to part
NOT RECOMMEND FOR: Thin material less than 3 mm or non-weaving weldments; Large gaps; Weldments less than 6” or requiring greater than 50 inches per minute travel speed.
COMPLEXITY: Low; Prewritten programs and algorithms provide smooth and easy operation
COST: Low
Laser Sensing
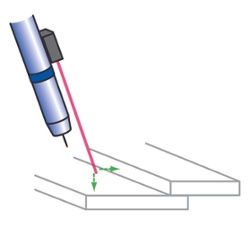
The most basic use of a laser sensor is a non-contact, 2-5x faster option to “touch sensing,” as most of the robot motion required is eliminated to acquire the part location. Instead of a physical, wire touch to a part, a laser dot and sensor captures the location and orientation of a part as quickly as the laser fires. While it is still easy to teach, it requires a torch-mounted sensor. And, like touch sense, it cannot find square butt joints and can potentially run into issues with highly reflective surfaces. However, it eliminates the need for a wire cutter and wire break, and it can detect lap joints down to 1/16” thick.
This system also requires a torch-mounted laser that could limit torch access in some tight areas on the weldment. Yaskawa’s AccuFast™ laser sensing solution also works with any welding power supply. A company’s investment when upgrading to this technology would equate to about $20 per work day over a year, but an allowance for an additional 26 cycles per shift (based on a 90 second cycle time) should be made, when compared to touch sensing technologies. High output facilities commonly realize return on investment in less than one month.
BEST FOR: Faster cycle times without breaking the budget
NOT RECOMMEND FOR: Square butt joints; Larger or inconsistent gaps; Highly reflective cut or polished materials; Weldments with limited joint access
COMPLEXITY: Low-Medium; Some basic user training required with built-in commands
COST: Medium
2D Camera
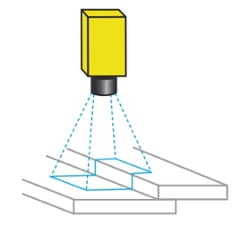
Camera systems, such as Cognex, allow a user to capture the location of a part in a mere second with a camera sensor mounted to the arm of the robot. Not only does this system find the location of the part, but also, it quickly confirms orientation without adding many extra test points as required with touch or laser sensing.
Because the unit is grabbing a wider image, it can also be used to ID the fixture being used and prevent called job errors. As a downside, it is more sensitive to lighting and surface conditions. It also does not provide depth of field, so stacked parts can be more difficult to program. As a bonus, this camera can even be used to verify Tool Center Point (TCP) for quick realignment. Return on investment goes up a little in time due to the custom programming required, but proper use will often enable automation that would have been previously impossible or more expensive.
BEST FOR: Parts with higher variability on placement and very demanding cycle times
NOT RECOMMEND FOR: Applications with large variations in depth, lighting or material surface conditions
COMPLEXITY: High; Additional user training required
COST: Medium-High
Laser Seam Tracking
When the latest technology laser sensors are combined with high-speed controllers, seam and part locations can be processed in real time. Like through-arc solutions, a dedicated program compensates path and even adapts welding parameters for seam location and variation. Yaskawa MotoEye™ LT or Servo-Robot DIGI-I/Power-Cam products reliably track thin gauge metals and allow simultaneous welding 2x faster than through-arc tracking at up to 100 inches per minute. This allows automation in parts that inherently have changing gaps, such as welding around larger cylinders. Like laser sensing hardware, this also requires a box that may limit the torch access into tight areas of the weldment.
This sensor is also used for weld inspection when coupled with a proper data tracking system. Weld inspection and traceability is quickly becoming an industry standard for automotive and safety critical welds. Arc data from the power supply is combined with individual scans of the weld to track each part that comes through production. Return on investment here comes as a figurative insurance policy that can reduce wide spread part recalls and the weighty liability that comes with any potential part failure.
BEST FOR: Thin materials with varying seams that demand the fastest potential cycle time
NOT RECOMMEND FOR: Extremely wide gaps or parts with limited access to joints, parts and tooling with limited access
COMPLEXITY: High; Additional advanced user training required
COST: High
3D Camera

Yaskawa utilizes a Canon 3D imaging solution for complex bin picking automation. This is not a typical sensor for applications merely welding the same part and orientation. This solution enables the use of a material handling robot to pick up a part, place it into tooling, weld using a welding robot, and then remove the part for a completely automated process. With this type of technology, all factors of complexity and cost increase from the other solutions.
BEST FOR: Randomly placed parts and “lights out” automation when placing them in a fixture
NOT RECOMMEND FOR: Simpler jobs that can be conquered more economically
COMPLEXITY: Very High; Additional advanced user training required
COST: Very High
When do Sensors Make Sense?
Sensor technology has come a long way in the recent past, providing game-changing advantages for end users spanning diverse industries. From industrial welding robots to human-collaborative robots (cobots), sensor technology improvements are helping companies handle the diversity of applications required, especially where robotic welding is concerned. Even 3D scanning and modeling sensors that have been developed for inspection are being researched for one-off weld automated programming to open yet another generation of innovative solutions.
So, when do sensors make sense? If one has a redundant part with variations that tooling and part consistency, or design, cannot resolve, there will be a sensor that can. Keeping that in mind, expectations for ROI should be set with clear-cut goals associated with the investment (reduced waste, improved quality, less down time, improved production, etc). While the initial cost of robotic implementation may seem overwhelming to some manufacturers, understanding the cost savings associated with a long-term approach to automation – and subsequent technologies, like sensors – is essential.
Return on investment is usually realized quickly aside from sticker shock and should be discussed in more detail with an automation integrator. Moreover, education about the different types of sensors (and their capabilities) available for advanced robotic welding solutions will make it easier for manufacturers to tackle the most difficult, dangerous and dirty tasks, leading to higher production, better quality, and ultimately increased profitability.
1 Robotic arc welding sensors and programming in industrial applications, International Journal of Mechanical and Materials Engineering, December 2015
2 Robot Sensor Market Outlook – Industry Size, Share Report 2018-2024, Global Market Insights, 2018
3 Robot Sensor Market Outlook – Industry Size, Share Report 2018-2024, Global Market Insights, 2018